Retour d’expérience des étudiants BTSA Sciences et technologies des aliments, Aliments et processus technologiques de travaux effectués à distance durant le confinement
Lien vers la formation suivie : https://www.enil.fr/formations/bts/btsa-sta-aliments-technologies
Modalités :
- travailler « à distance » par groupe si vous le souhaitez.
- réaliser les manipulations à la maison, avec les moyens dont vous disposez.
- rendre les résultats de vos essais, calculs.
- envoyer quelques photos de vos expériences ou réalisations.
Travail demandé :
- Choisir un produit alimentaire ayant des propriétés moussantes : blanc d’œuf, jus de pois chiche ou autres.
- Choisir un paramètre que vous souhaitez faire varier. Je vous laisse le choix, vous pouvez vous inspirer des paramètres qu’on règle sur le foisonneur du labo de GA.
- Par l’expérience, mettre en évidence l’influence de ce paramètre sur le taux de foisonnement (tableau de résultat – interprétation – conclusion).
Rappel : TAUX DE FOISONNEMENT(TF), exprimé en fraction volumique de gaz incorporé – TF = (1 – ( mf / mi ) ) x 100
Par Jonathan :
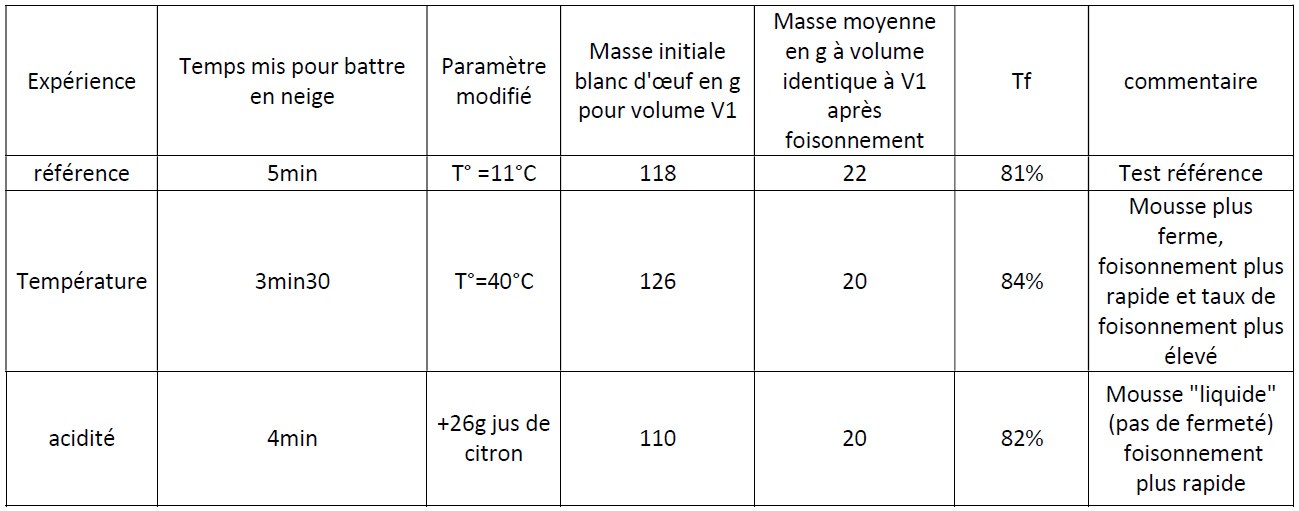
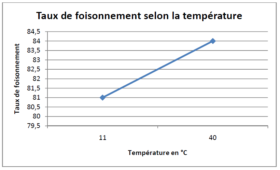
Pour des raisons de non gaspillage (quantité d’œuf minimum pour les tests) les tests effectués sont plus basés sur la texture obtenue que le taux de foisonnement. Choix du produit alimentaire : blanc d’œuf. Paramètre modifié : température. Autres paramètres modifiés à titre informatif : acidité ; mélange jaune + blanc d’œuf.

Interprétations :
- Température : l’énergie thermique initiale réduit l’énergie mécanique nécessaire pour dénaturer l’ovalbumine (liaisons faibles affaiblies), une légère augmentation du taux de foisonnement (+ 3 %) est constatée lorsque les blancs sont chauffés à 40 °C.
- Acidité : l’acide citrique modifie les charges des groupements d’acide carboxylique des acides aminés de l’ovalbumine ce qui la dénature plus rapidement (interaction acide carboxylique-liaison faible modifié).
- Non réalisé (avec jaune d’œuf) : lors de la dénaturation la partie hydrophobe de l’ovalbumine se lie en priorité à la matière grasse du jaune d’œuf et ne piège donc pas l’air ce qui diminue de façon très conséquente le taux de foisonnement.
Par Chloé et Valentin :
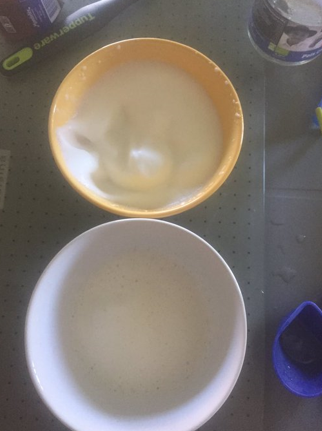
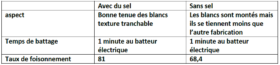
Pour cette expérience, nous avons choisis le blanc d’œuf. Nous avons choisis d’observer l’impact du sel sur le foisonnement et donc nous avons fait une fabrication d’œufs en neige avec et une sans sel.
Les calculs :
- essai 1 avec sel ; mi = 43 g, mf = 8 g -> (1-(mi/mf))* 100 = 81
- essai 2 sans sel ; mi = 38 g, mf = 12 g -> (1-(mi/mf))* 100 = 68.4
On peut donc observer que le sel à un réel impact sur le foisonnement du blanc d’œuf puisqu’on peut voir que le taux de foisonnement est plus faible quand on foisonne sans sel plutôt qu’avec du sel. De plus cela est encore plus évident au niveau du visuel pour un même temps de battage, la structure des blancs est complètement différente.
Par Marine :
Produit choisi : jus de pois chiche. Paramètre choisi : vitesse de foisonnement V5 puis V2 du batteur électrique. Temps fixe : 1’.

Résultats :
- TF1= (1 – (10/50)) x 100 = 80 %
- TF2= (1 – (15/50)) x 100 = 70 %
On voit ainsi la vitesse influe sur le taux de foisonnement dans un même temps imparti : plus on augmente la vitesse, plus le produit est foisonné.
Par Léonie et Léo :
Nous avons pris de la crème semi-épaisse. Nous avons pris comme paramètre la texture de la crème. Nous avions une crème légère et une crème semi épaisse.
On fait les calculs suivant alors :
- TF légère = (1 – (1.2 / 3) )*100 = 60 %
- TF semi épaisse = (1 – ( 2.1 / 3.4) )*100 = 38.24 %
On peut constater que la texture de la crème est très importante. On peut le voir car le taux de foisonnement de la crème semi épaisse est plus faible que celui de la crème légère. Donc l’épaisseur joue un rôle dans le résultat du taux de foisonnement.
Par Elise, Mélanie et Lucas :
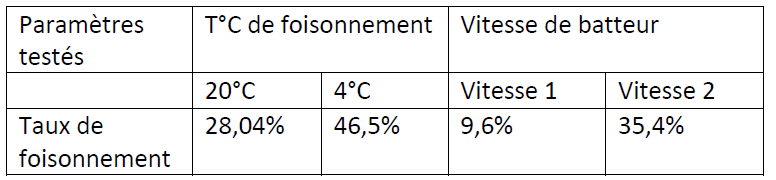
On a décidé de préparer de la crème chantilly à base de crème UHT 30 % de MG. Temps de foisonnement : 3 min.
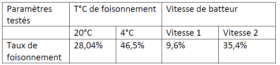
On peut voir que plus la T°C de foisonnement est basse, plus le taux de foisonnement est élevé. Pour ce qui est de la vitesse de battage, on peut voir que le taux de foisonnement augmente en même temps que la vitesse de battage.
Par Maxence :
Produit alimentaire que j’ai choisi est le blanc d’œuf.

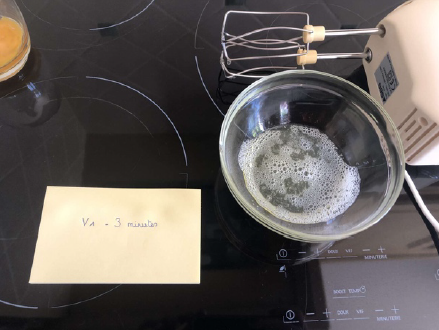
J’ai fait varier 2 paramètres successivement: la vitesse de foisonnement et le temps.
Matériel :
- robot mélangeur,
- gobelet en plastique,
- balance,
- blanc d’œuf.
Expérience :
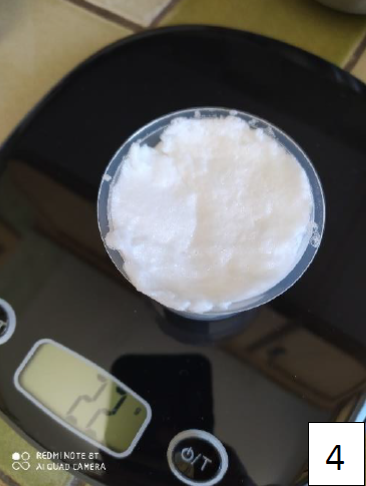
- Je verse, à ras bord du gobelet, du blanc d’œuf non battus. Je mesure la masse mi.
- J’effectue différents tests (voir tableau ci-dessous).
- Pour chaque test, j’utilise le même gobelet pour peser le même volume de blanc d’œuf.
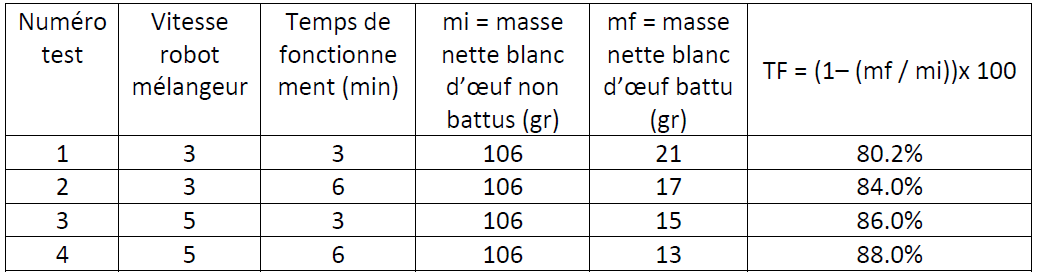
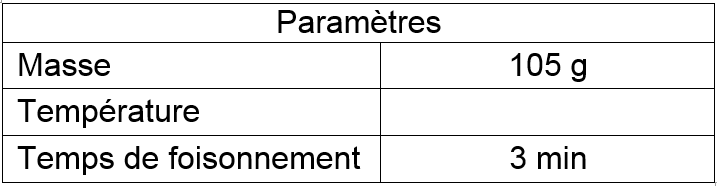
Tableau de résultats :

Interprétations :
- Avec une vitesse de rotation fixe (valeur = 3), le taux de foisonnement augmente avec le temps de fonctionnement de l’appareil. Après les 3 premières minutes, j’ai observé que la consistance des blancs foisonnés était souple (TF = 80 %). En ajoutant 3 minutes à la même vitesse, la consistance des blancs foisonnés était plus ferme (TF = 84 %).
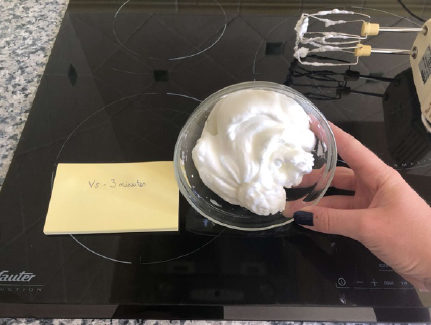
- J’ai ensuite augmenté la vitesse de rotation (valeur = 5). Les blancs d’œuf sont de plus en plus fermes: TF = 86 % puis 88 % après augmentation du temps de battage.
Conclusion :
La vitesse et le temps de rotation jouent des rôles importants pour le foisonnement du blanc d’œuf. Une mousse est une dispersion de gaz liquide. Le blanc d’œuf contient de l’ovalbumine qui a des propriétés moussantes.
Lors du foisonnement, on introduit des bulles d’air qui sont retenues dans l’eau grâce aux protéines. Plus on foisonne en temps et en intensité, plus les bulles d’air sont petites ce qui explique l’augmentation du volume et de la fermeté de la mousse.
Par Mylène et Florianne :

Conditions : + 4°C.
Volume mesuré à l’aide d’un gobelet gradué.
Agitation au batteur électrique selon le protocole suivant :
- 5 secondes à vitesse 1.
- 1 seconde à vitesse 2.
- 1 seconde à vitesse 3.
- 1 seconde à vitesse 4.
- 60 secondes à vitesse 5.
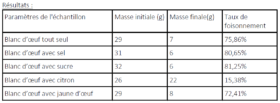
- Le sel et le sucre améliorent le foisonnement d’environ 5 %. En revanche le jaune d’œuf et le citron le font diminuer. Le jaune d’œuf a toutefois moins d’impact que le citron, qui dégrade les protéines du blanc d’œuf et rend le foisonnement quasiment inopérable (environ – 60 % pour le citron contre – 3 % pour le jaune d’œuf). Il est à noter que les ajouts d’ingrédients ajoutaient 1 à 2 g supplémentaire pour chaque essai.
- Il serait préférable de prélever avec un instrument donnant plus de précisions sur le volume afin d’améliorer l’expérience, ainsi qu’une balance de précision afin de rajouter au milligramme prêt chaque paramètre.
- Prochaine perspective : tenter un foisonnement avec jus de graines de chia.
Par Louise, Léo, Neven et Sacha :
Le produit choisi était pour notre cas le blanc d’œuf.
Le paramètre que nous avons changé était la vitesse de foisonnement.
Résultats :

- V1 = TF = (1-(135/145)) x 100 = 6,89
- V5 = TF = (1-(15/145)) x 100 = 89,65
- V1 / 3 min = peu / pas de foisonnement
- V5 / 3 min = foisonnement élevé
Cette expérience nous prouve que la vitesse de battage est un paramètre qui a une influence sur le taux de foisonnement.
Par Valentine :
J’ai choisi le blanc d’œuf. Ayant un batteur électrique, j’ai choisi de faire varier la vitesse.

Interprétation : Après avoir battu les blancs à deux vitesses différentes pendants 2 min, j’ai premièrement pu constater que la texture des deux essais n’était pas la même. A la vitesse 2, le blanc d’œuf était plus épais, il tenait mieux dans le saladier. Et pour finir, le taux de foisonnement est plus élevé à la vitesse 2.
Conclusion : Le taux de foisonnement est plus important lorsque la vitesse de foisonnement augmente.
Par Agathe :
Crème liquide entière + 10 g de sucre glace.
Matériel : mixeur.
Foisonnement :


Taux de foisonnement :

Par Sarah et Christal :
Pour cette expérience nous avons choisi un produit qui se marierait parfaitement avec un milkshake : de la chantilly. La crème ayant des propriétés moussantes, c’est donc l’ingrédient que nous avons choisi. Nous décidons d’utiliser un batteur électrique et d’ainsi faire varier la vitesse de foisonnement de ce dernier sur deux essais. La méthode suivante a été la même pour les deux essais.

A l’aide d’une balance et d’un verre taré, nous versons la crème liquide (qui a été mélangé avec du sucre 25 g) jusqu’à ras bord et effectuons une pesée. Ensuite à l’aide du batteur nous foisonnons jusqu’à pouvoir retourner le bol sans que la chantilly ne tombe.


Avec ces deux essais on s’aperçoit que partant de la même quantité, lorsqu’on fait varier le paramètre de vitesse, le temps de foisonnement de la crème ainsi que son taux de foisonnement changent également. Le premier constat est le suivant : en battant les ingrédients à vitesse 1, il s’est écoulé 5 m 25 avant que la chantilly soit consistante alors qu’avec la vitesse 5, seulement 4 m 12 se sont écoulées.
Ensuite, concernant les pesées avant et après le foisonnement, on remarque que même si on part de la même pesée initialement sur les essais, la finale est différente selon la vitesse du batteur. Une différence de 12 g a été remarquée, le taux de foisonnement en sera forcément impactée.
Après avoir réalisé les calculs, on observe que le taux de foisonnement est plus élevé dans l’essai 2 (61 ,80 %) que dans l’essai 1 (56,13 %). Cela s’explique comme évoqué plus haut par la différence de pesée après le foisonnement.
En conclusion, lors d’une étape de foisonnement, si on augmente le paramètre de vitesse, le taux de foisonnement lui aussi augmente et inversement.
Par Maxence et Hugo :
L’aliment que l’on a choisi possédant des propriétés moussantes est le blanc d’œuf.
Nous avons décidé de faire varier la vitesse de fonctionnement du fouet électrique. Nous réaliserons plusieurs essais en faisant varier seulement la vitesse du fouet électrique mais en conservant le même temps de foisonnement dans chaque cas.
1er cas : masse du blanc d’œuf = 52 g et vitesse du batteur = « 2 »
- TF = (1 – (mf / mi)) x 100
- TF= (1-(12/52)) x 100
- TF= (1-0.23) x 100
- TF= 0.77 x 100
- TF= 77 %
2ème cas : masse du blanc d’œuf = 49 g et vitesse du batteur = « 1 »
- TF = (1 – (mf / mi)) x 100
- TF= (1-(20/49)) x 100
- TF= (1-0.40) x 100
- TF= 0.6 x 100
- TF= 60 %
La vitesse de rotation du foisonneur a donc un impact sur le taux de foisonnement. Plus les fouets tournent vite, plus ils exercent une action mécanique importante et plus le taux de foisonnement sera élevé.
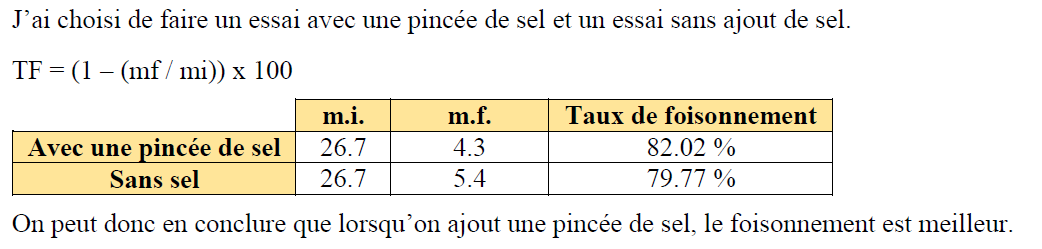
Par Elisa :
Pour réaliser cette expérience j’ai décidé de choisir le blanc d’œuf comme produit alimentaire et le sel comme paramètre.
J’ai réalisé cette expérience en 2 parties.
La première partie consiste à réaliser des étapes sans l’ajout du paramètre. Les étapes sont les suivantes :
Etape 1 : Casser des œufs en séparant les jaunes et les blancs d’œufs.
Etape 2 : Remplir un ramequin de blancs d’œufs non battus puis le peser.

Etape 3 : Battre des blancs d’œufs avec un batteur électrique pour les monter en neige.

Etape 4 : Remplir un ramequin de blancs d’œufs battus puis le peser.

Etape 5 : Calculer le taux de foisonnement à l’aide des 2 poids avant et après battage.
Pour la deuxième partie, j’ai réalisé les mêmes étapes mais j’ai rajouté du sel avant de battre les blancs d’œufs. En ce qui concerne le battage des blancs, la vitesse du batteur était la même pour les 2 expériences.
Je vais rassembler mes résultats dans un tableau pour une meilleure lisibilité.

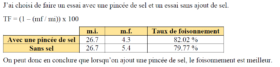
Au vu des résultats présents dans le tableau, nous voyons que le taux de foisonnement est plus élevé avec l’ajout de sel dans les blancs d’œufs.
Grâce à cette expérience, nous pouvons conclure que le sel est un facteur qui influence le taux de foisonnement. On remarque que le taux de foisonnement sans sel est plus petit que celui avec sel. On peut en déduire que le sel est un ingrédient important pour monter les blancs en neige et avoir une mousse plus solide.
Par Lucie, Claire et Aurélien :
Voici un tableau récapitulatif de l’expérience :
J’ai pris soin de mettre les œufs au frigo pendant quinze minutes avant de commencer l’expérience ils étaient donc à la même température.
Nous observons bien une assez grande différence entre nos deux résultats (6,75) qui est due au changement de vitesse du battage.
Cette expérience nous prouve donc que la vitesse de battage de l’œuf est proportionnelle au taux de foisonnement.
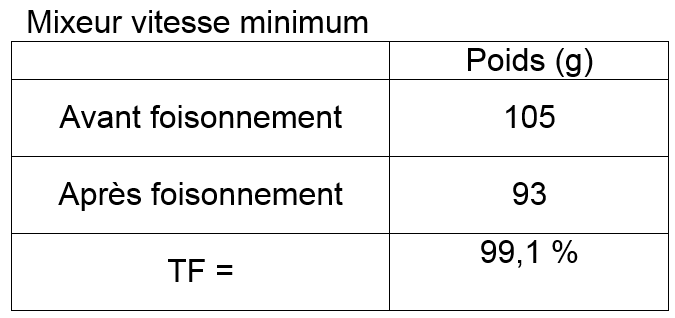
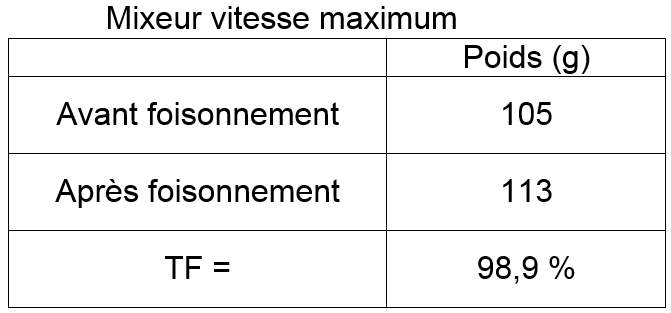
Par Lénaïc :
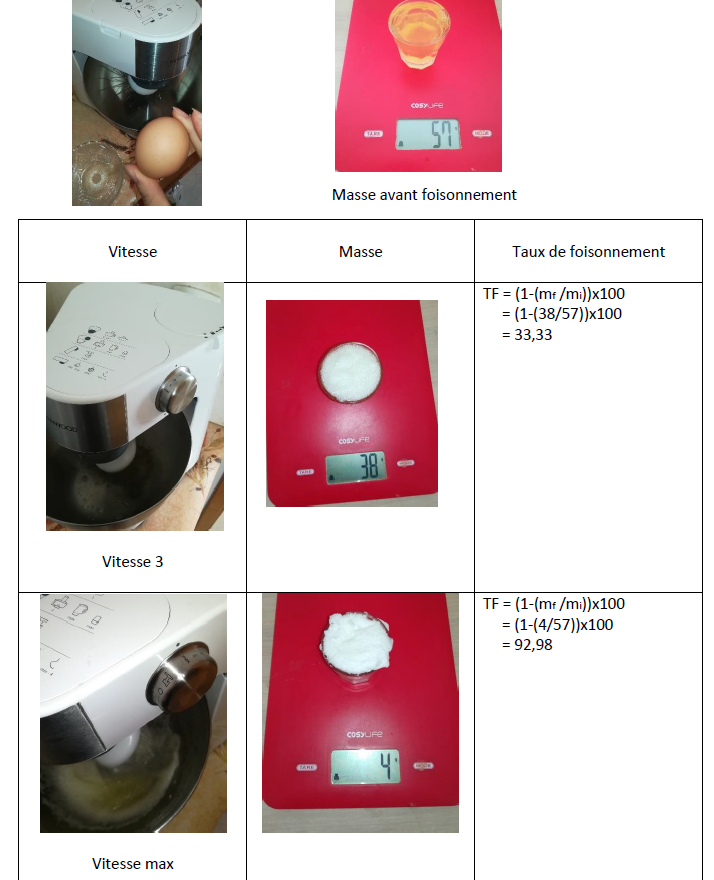
Par Ma-You :
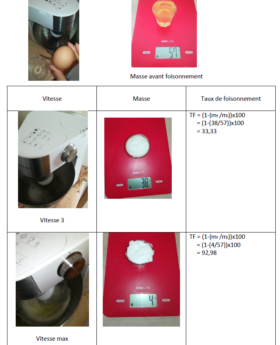
A vitesse 3, les blancs sont moins monté qu’à vitesse max. c’est pour quoi, on trouve un taux de foisonnement plus faible à vitesse 3 qui est de 33,33 comparé à vitesse max qui est de 92,98 pour une même durée de montage de blanc en neige. Plus on bat les blanc vite, plus on incorpore de l’air, plus le taux de foisonnement sera important.
Contact : Arielle BRENDLE, arielle.brendle@educagri.fr